Tabla de contenido
¿Porqué importa el comaleo en la industria petrolera?
El propósito del cegado de líneas, mejor conocido como comaleo, es aumentar la seguridad al aislar el área de trabajo de líquidos y gases, incluyendo materiales potencialmente dañinos como químicos e hidrocarburos. Estas actividades por lo general requieren de herramientas especiales y robustas, lo que implica un costo elevado. De igual forma este procedimiento conlleva sus propios riesgos como son: intoxicación, fugas de productos, derrames, atrapamientos de extremidades (machucones) y en casos más graves explosión e incendio. En este blog aprenderemos más sobre esta práctica de mantenimiento en líneas de proceso.
Debido a que este es un procedimiento que implica riesgos y atrasos, muchas empresas han desarrollado soluciones innovadoras, como los mecanismos de placas deslizantes, que ahorran mucho tiempo y aumentan la seguridad en el área de trabajo. Uno de estos mecanismos son los Obturadores ONIS.

Definición de Comaleo
El bloqueo o cegado de las líneas de proceso, comúnmente llamado comaleo, es realizado para el mantenimiento correctivo y preventivo a conexiones en líneas, equipos mecánicos, dinámicos, como turbinas a vapor, turbobombas, turbocompresores; y estáticos, dentro los que podemos encontrar tanques de almacenamiento, intercambiadores de calor, calderas, hornos, enfriadores, entre otros.
La palabra comaleo es un término que se utiliza en la jerga petrolera mexicana. En los Estados Unidos se le conoce como “Blanking” o “blinding”.
Según la Administración de Seguridad y Salud Ocupacional (OSHA por sus siglas en inglés) indica que es el cierre absoluto de una tubería, línea o conducto mediante la fijación de una placa sólida, como una brida ciega, comal o figura 8, que cubra completamente el orificio y que sea capaz de soportar la presión máxima de la línea de proceso a intervenir sin fugas más allá de la placa.
¿Por qué se realiza el comaleo?
Este procedimiento se realiza debido a la baja confiabilidad en la hermeticidad que brindan las válvulas de bloqueo. Siempre que se requiere realizar un bloqueo absoluto después de la válvula de seccionamiento, por cuestiones de seguridad se procede a realizar un “comaleo” (instalación de una placa ciega o comal) ya que con el paso del tiempo las válvulas tienen pérdidas de hermeticidad causadas por desgastes de los sellos.

Procedimiento para el cegado de líneas (Comaleo)
El procedimiento de cegado de líneas es un proceso complejo que necesita planeación.
Primero, el servicio de hidrocarburos y productos químicos junto con las líneas de servicios públicos designadas que entran y salen de cualquier terminal que esté cerrada para inspección interna o trabajo mecánico deben ser cegadas en los límites, de acuerdo con los procedimientos de cegado en terminales.

Se debe tomar en cuenta que:
- Si no existen válvulas de aislamiento, entonces se deben instalar placas de aislamiento (comales) en las válvulas a ambos lados de la tubería programadas para mantenimiento o prueba.
- Las placas de aislamiento deben ser capaces de soportar las presiones existentes y el potencial de corrosión del producto.
- Cuando un equipo esté preparado para ser intervenido, debe ser aislado de otros equipos mediante la inserción de figuras 8 o comales y juntas en todas las líneas de conexión, en las bridas más cercanas al equipo, o desconectando las tuberías e instalando cubiertas sólidas en los extremos abiertos de las tuberías.
- Cuando no se pueda realizar el cierre debido a la inaccesibilidad, la línea debe ser cegada y purgada en la brida disponible más cercana y se debe prever la posibilidad de realizar pruebas de gas en el tramo cerrado.
- Cuando se realiza el cegado en un equipo que contiene vapores tóxicos como sulfuro de hidrógeno o monóxido de carbono, se debe usar un equipo de respiración autónoma.
Si el recipiente ha sido lavado y purgado, se debe usar equipo de respiración autónomo para el primer espacio cerrado en cualquier equipo que durante la operación contenga cualquier material ácido o tóxico. El personal de pruebas de proceso o de gas debe probar la primera junta abierta para determinar si los puntos de cegado cerrados adicionales requieren un equipo de respiración autónomo.
Lista de equipos
Se debe mantener una lista de los equipos principales y herramientas necesarias, mostrando el número de la pieza, el tamaño en pulgadas, la clasificación de la serie de bridas, si se requiere o no un andamio para la instalación y/o remoción de la pieza, una descripción detallada, así como también la ubicación aproximada de cada pieza. La lista debe ser actualizada por el Supervisor responsable cuando se añaden o revisan nuevos equipos y tuberías. Esta lista servirá como guía para cualquier aislamiento inicial y futuro de cegado.
Preparación del trabajo.
Después de que el equipo o línea se apague y se cierre, la persona responsable será la que tendrá como siguiente paso preparar todas las líneas para el cegado. Siempre que se vayan a instalar bridas ciegas o figuras 8, se deben expedir los permisos de trabajo correspondientes.
Procedimiento.
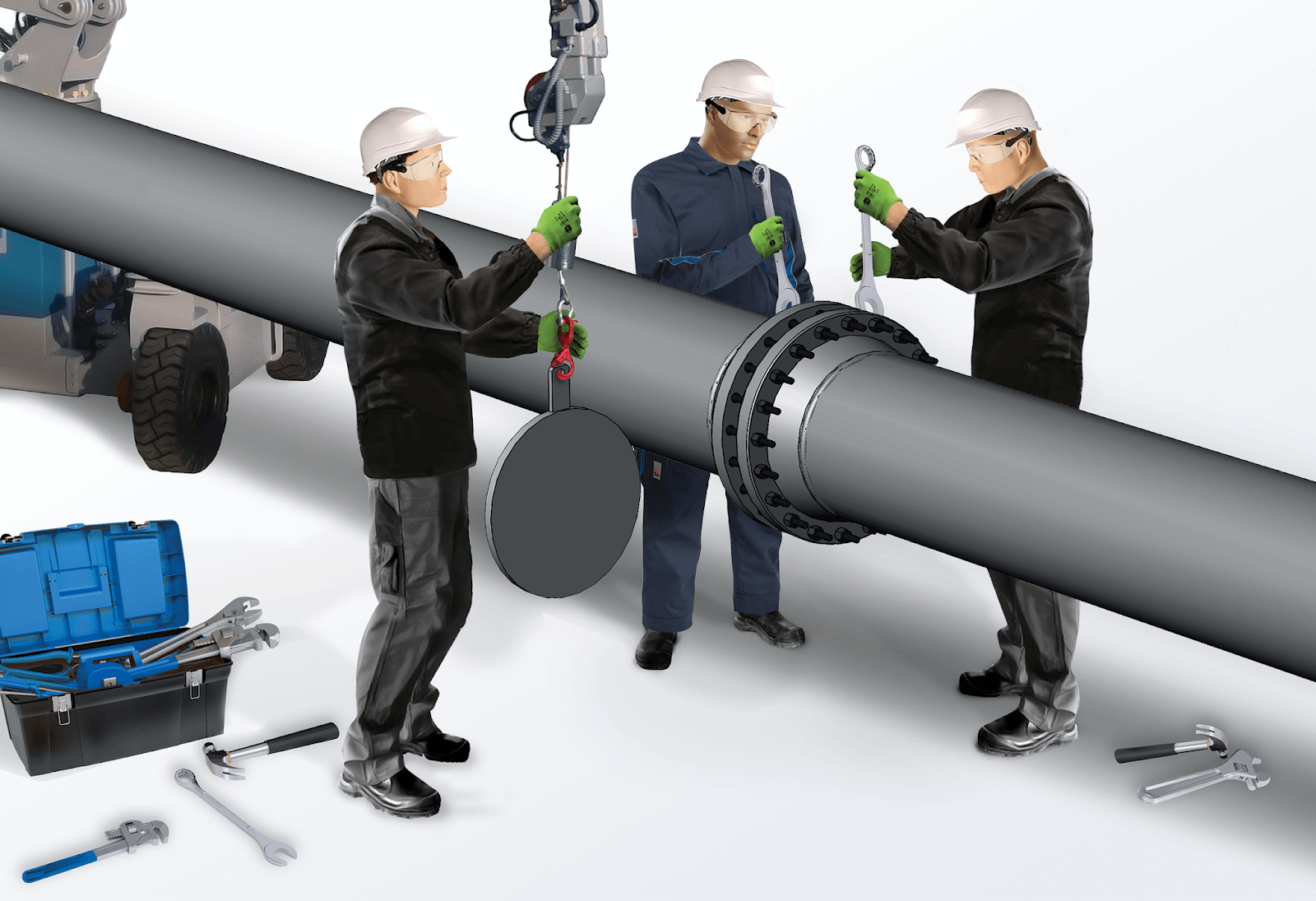
Para realizar el bloqueo absoluto de una línea de proceso se requiere la instalación de una brida ciega, comal, una figura 8, en el cual, una cuadrilla de personal que realizará las siguientes actividades:
- Bloquear la válvula de seccionamiento.
- Desfogar o drenar la tubería (aguas abajo de la válvula).
- Retiro de espárragos y tuercas.
- Separación de bridas empleando herramientas hidráulicas o palancas según sea el diámetro-libraje de la tubería.
- Limpieza de cara de bridas.
- Colocación de brida ciega o girar la figura 8 e introducir empaques espiro metálicos nuevos.
- Colocación/apriete de espárragos y tuercas.
Eliminación del cegado.
Cuando llegue el momento de retirar los espacios cegados, la persona encargada del equipo de operaciones verificará que no se haya acumulado presión o producto químico/aceite en la línea o recipiente en la que se va a quitar la brida ciega.
Del mismo modo para quitar la brida ciega se realizan los siguientes pasos:
- Retiro de espárragos y tuercas.
- Separación de bridas mediante el uso de palancas o herramientas hidráulicas según sea requerido.
- Colocación de brida ciega o girar la figura 8 e introducir empaques espirometalicos nuevos.
- Colocación/apriete de espárragos y tuercas.
Se considera que un recipiente está cerrado a la entrada cuando todas las aberturas tienen una tapa sólida o una figura 8, una junta y un mínimo de cuatro pernos instalados uno frente al otro y apretados hacia arriba.
Bibliografía
H&S Programs & Projects. (13 de Julio de 2010). cenovus. Obtenido de cenovus
OSHA. (4 de Mayo de 2015). Occupational Safety and Health Administration. Obtenido de Occupational Safety and Health Administration: Revista Petroquimica. (9 de Mayo de 2018).
Revista Petroquímica on-line. Obtenido de Revista Petroquimica on-line: Safety and Health Magazine. (22 de Mayo de 2016).
Safety and Health Magazine. Obtenido de Safety and Health Magazine
Redacción e Investigación por: Ing. José Francisco Sanchez Hernandez
Contactanos.
Conoce más sobre nuestra tecnología. El Obturador ONIS
¿Tienes proyectos en puerta de mantenimiento de líneas de proceso que necesiten mejorar tiempos y reducir costos? Envía un correo a contacto@siteccarmen.com y te proporcionaremos la información que necesites para innovar el proceso en tu empresa.