La Industria del Petróleo es una de las que más frecuentemente se encuentra expuesta al riesgo de accidentes; los cuales representan una gran afectación a su actividad comercial, no solo por el peligro de daño sobre sus estructuras físicas y el personal que labora en estas, al igual que por los elevados costos que suponen la reparación de estos siniestros respecto a otros sectores como la aviación o el transporte. El coste de reparación en este sector es mucho más alto comparado al de otras industrias no energéticas.
Por lo tanto, Petróleos Mexicanos se ha esforzado en aumentar la seguridad del trabajador y de sus instalaciones, de modo que, utiliza de manera sistemática dos índices para evaluar su desempeño en seguridad. Estos índices, de frecuencia y gravedad, dan cuenta de los accidentes ocurridos por incumplimiento de los procedimientos o bien, porque la empresa debió prepararse para que no ocurrieran.
Normas aplicables.
El Comité de Normalización de Petróleos Mexicanos y Organismos Subsidiarios crearon normas para estandarizar los tipos de equipos y sus dimensiones, asegurando que los procedimientos, materiales y equipos cumplan con características específicas, en esta ocasión hablaremos de la norma NRF-032-PEMEX-2012: Sistemas de tubería en plantas industriales – diseño y especificaciones de materiales.
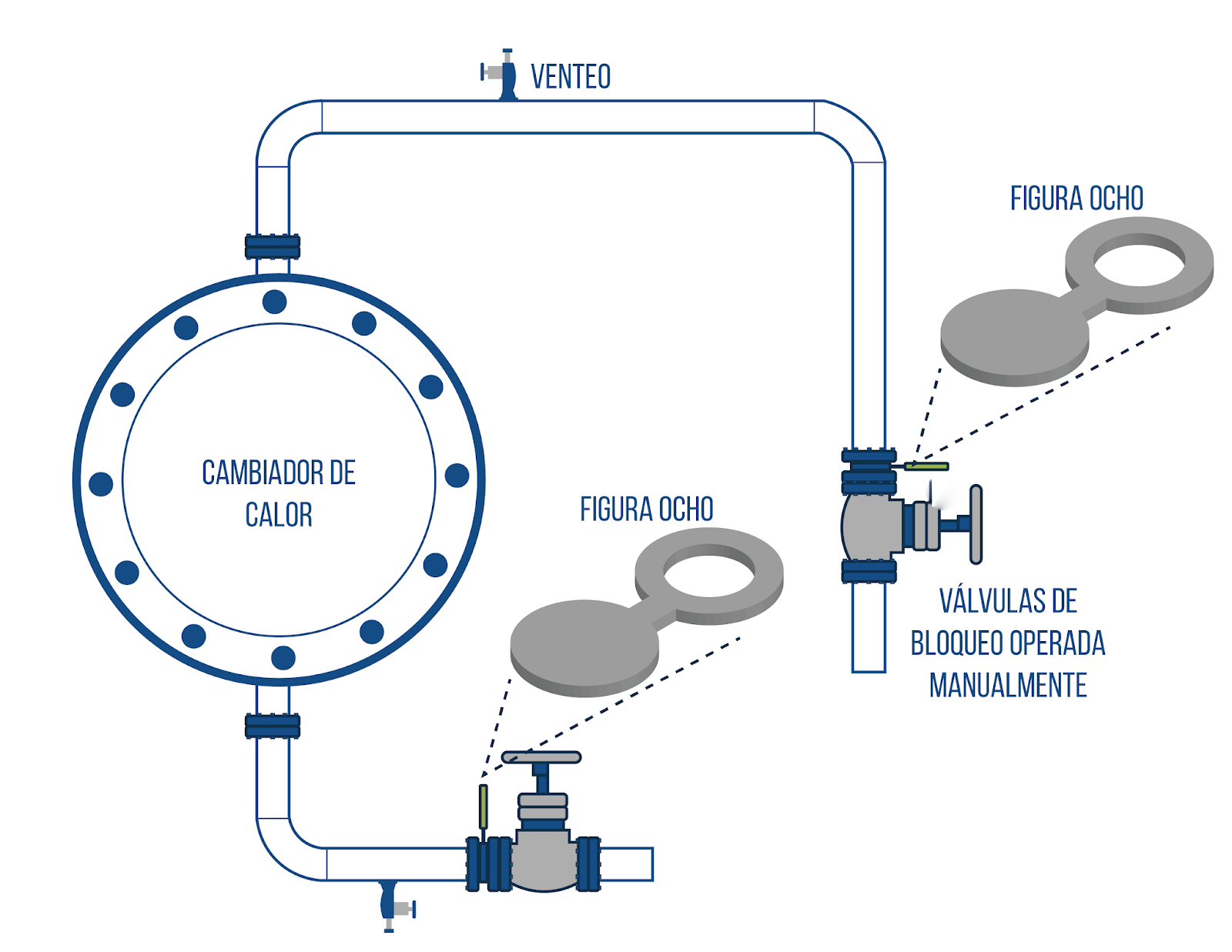
En uno de los apartados se especifica que: “en arreglos de tubería en cambiadores de calor, la tubería de entrada y salida debe incluir válvulas de bloqueo/aislamiento de operación manual y figuras ocho para su aislamiento”
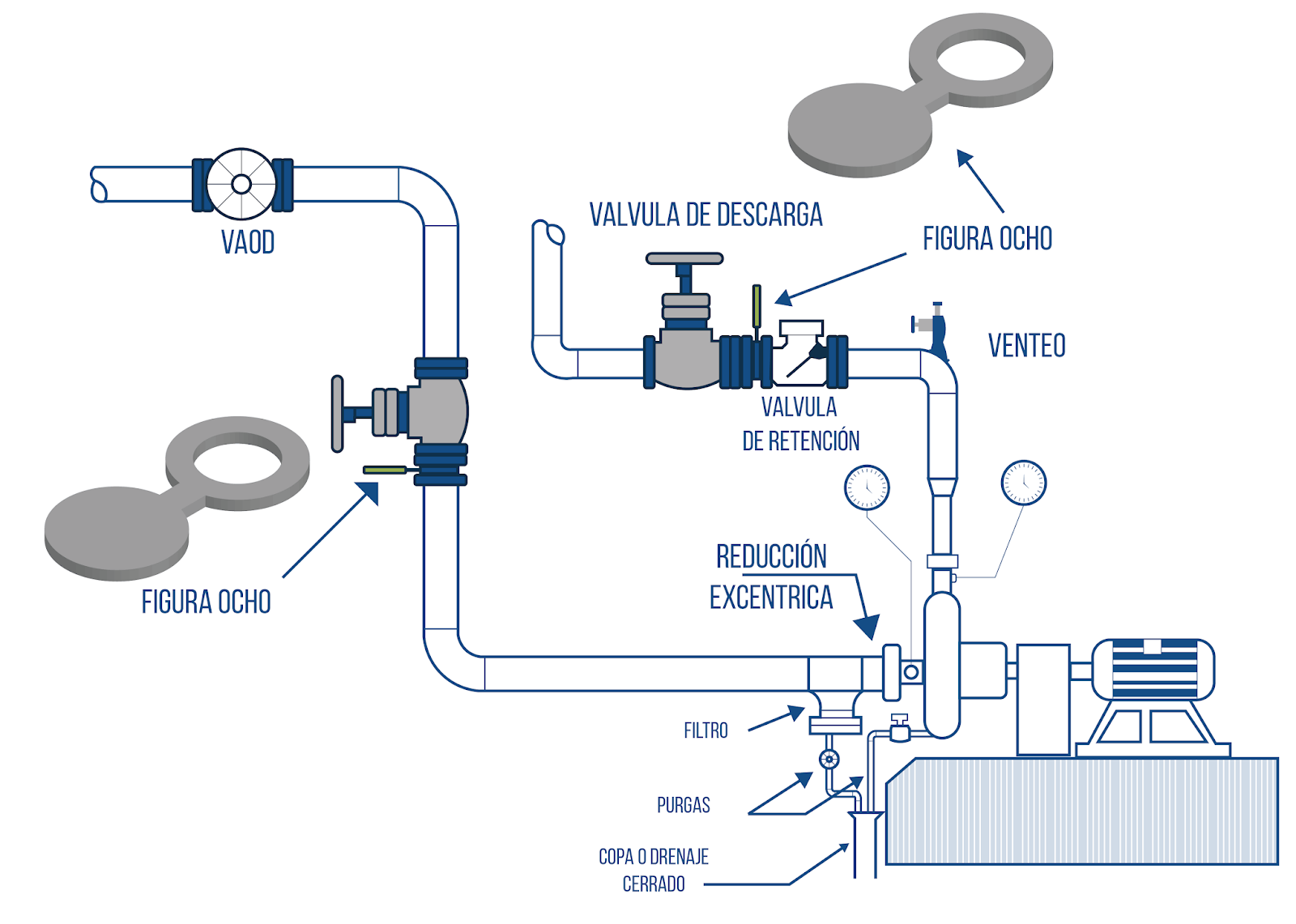
Otro apartado menciona que: “en arreglos de tubería en compresores de proceso, la tubería de succión y de descarga se debe contar con válvulas de bloqueo de operación manual y figuras 8, accesibles desde nivel de piso de operación o desde plataformas”.
Algunos ejemplos de estos arreglos se muestran a continuación:
Como menciona la norma, uno de los procedimientos utilizados para reforzar la seguridad y evitar fugas de materiales altamente tóxicos cuando se realizan mantenimientos a equipos dinámicos y estáticos, es el cegado de líneas. Este procedimiento surge debido al desgaste en las válvulas de bloqueo, puesto que estas no ofrecen un bloqueo absoluto, como menciona la norma ANSI/FCI 70-2-2006; es por eso que, para realizar el mantenimiento de un equipo instalado a una línea de proceso es necesario realizar un cegado de línea, garantizando la seguridad del área de trabajo.
La ejecución de esta maniobra implica dos puntos importantes: el primero son los riesgos, como intoxicación de los trabajadores, derrames de productos y quemaduras; el segundo es la generación de tiempos muertos, esto quiere decir que cuando se requiera dar mantenimiento a algún equipo, cada minuto desperdiciado innecesariamente genera pérdidas económicas a la empresa, sumando que requiere de una cuadrilla de trabajadores y herramientas especiales dependiendo del diámetro de la tubería, por lo que existe un aumento significativo de costos de mantenimiento y reducción de ganancias.
Arreglo de tubería en cambiadores de calor
Arreglo típico de tubería en bombas
Algunas de las herramientas usadas en el cegado de líneas.
En el cegado de líneas, popularmente conocido como comaleo, se utilizan herramientas y equipos determinados. En este apartado se describirán algunas de las principales herramientas, que son usadas para llevar a cabo este procedimiento.
Grúas:
Es una máquina imprescindible para las industrias que realizan trabajos en altura, de movimientos de cargas pesadas, que no podrían realizar sólo con la fuerza del personal. Están formadas por una estructura metálica, que además puede contar con un brazo móvil del que está suspendido un cable con un gancho que sirve para elevar objetos pesados y transportarlos de un lugar a otro a distancias cortas.
Usado en comaleo tradicional grua
Polipasto:
Es un mecanismo formado por dos conjuntos de poleas, uno con movilidad y otro fijo. A través de este sistema, es posible mover o elevar un cuerpo pesado.
Usado en comaleo - Polipasto
Llaves mecánicas:
También conocidas como llaves de apriete, son herramientas manuales que se utilizan para apretar elementos sueltos mediante tornillos o tuercas con cabezas hexagonales. En las industrias de producción masiva estas llaves son sustituidas por pistolas neumáticas o por atornilladoras eléctricas portátiles.
Usado en Comaleo - Llave mecánica
Costo de mano de obra.
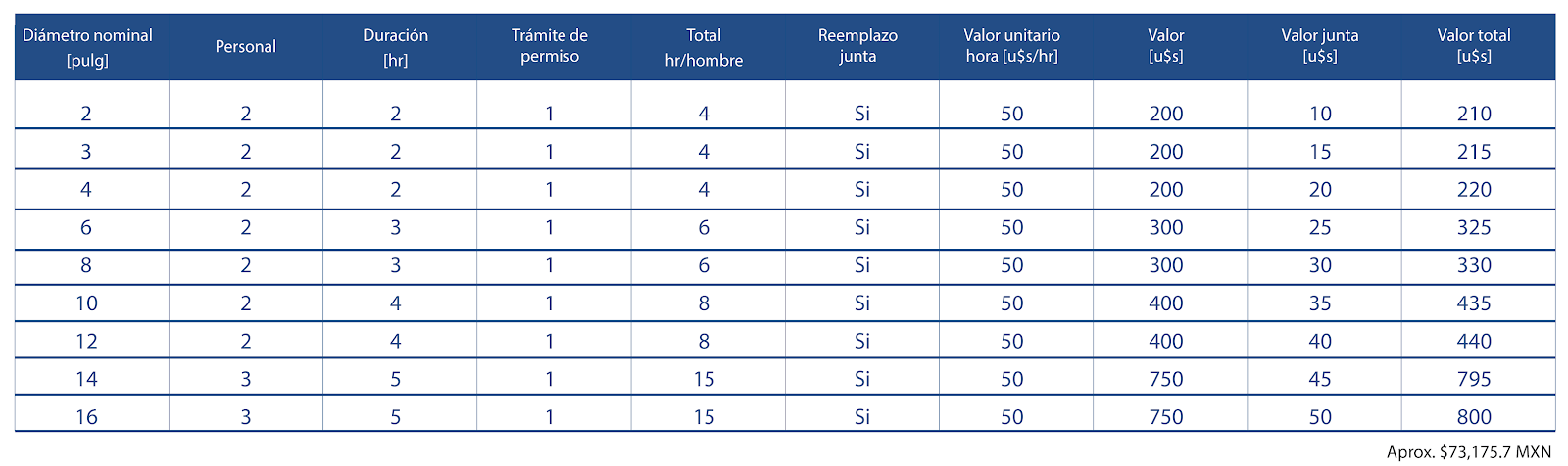
La siguiente tabla, es la compilación de datos respecto al costo aproximado de mano de obra que tiene que desembolsar una empresa, para el girado de una figura 8, de acuerdo a los distintos tamaños nominales de la tubería, la duración y la cantidad de personal necesario. Obteniendo la cantidad de horas/hombres totales necesarias para dicho proceso, podemos obtener el costo de mano de obra que necesitamos para el bloqueo tradicional:
Tabla Compilación de datos respecto al costo aproximado de mano de obra en una operacion de comaleo (los costos se representan en dólares)
Conclusión
Hemos mencionado la norma elaborada por petróleos mexicanos, que regula el proceso de cegado de líneas. De igual forma se hace mención de los tiempos, costos y la mano de obra a emplear dependiendo del diámetro de la tubería, debido a esta gran cantidad de inconvenientes, se han desarrollado avances tecnológicos, como los mecanismos de placas deslizantes, que actualmente son utilizados como una alternativa eficaz al procedimiento convencional del cegado de líneas, como ejemplo los Obturadores ONIS, podemos decir que las prácticas tradicionales de bloqueo absoluto, están quedando en un estado rudimentario frente a la actualidad.
Bibliografía
American National Standards Institute, Fluid Controls Institute, Inc. (2006). CONTROL VALVE SEAT LEAKAGE. Cleveland, Ohio, United States of America.
¿Tienes proyectos en puerta de mantenimiento de líneas de proceso que necesiten mejorar tiempos y reducir costos? Envía un correo a contacto@siteccarmen.com y te proporcionaremos la información que necesites para innovar el proceso en tu empresa.